Stock Code: 831045
Industrial Automation & Intelligence Solutions
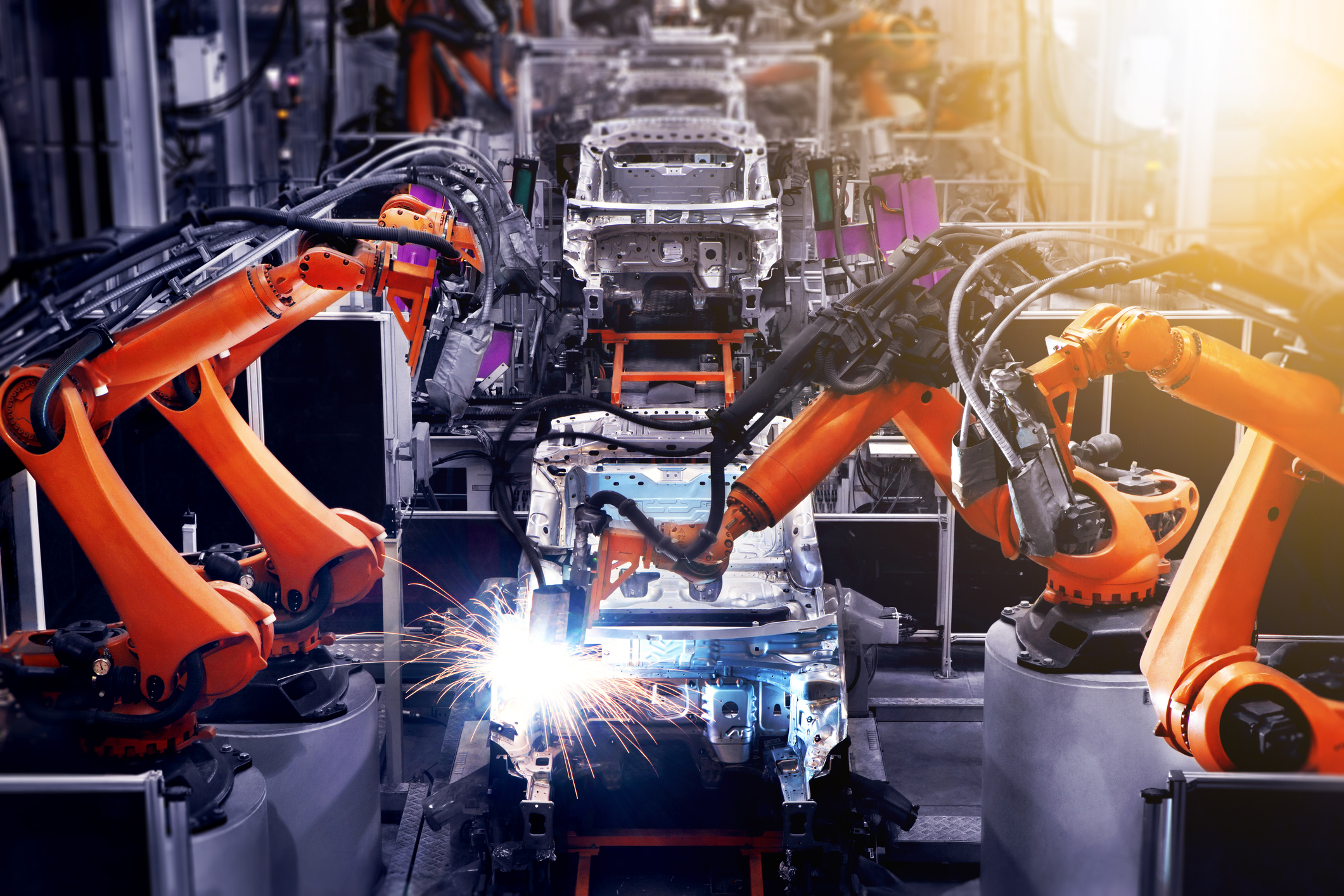
SUMMERY: Al entrar en cualquier planta de ensamblaje donde se esté ejecutando un proceso de soldadura por puntos robótica, verá la misma escena: ingenieros mirando pantallas con números impresionantes: corriente, fuerza, tiempo. Todo parece perfe...
Al entrar en cualquier planta de ensamblaje donde se esté ejecutando un proceso de soldadura por puntos robótica, verá la misma escena: ingenieros mirando pantallas con números impresionantes: corriente, fuerza, tiempo. Todo parece perfecto. Todo está en verde. Entonces, la prueba destructiva falla, y nadie entiende por qué.
Esto es lo que nadie le dice sobre la automatización de la soldadura por puntos: los números en la pantalla son ficción. Son promedios. Son aproximaciones. Y ocultan la física caótica que ocurre dentro del metal.
Su máquina de soldadura por puntos robótica controla 10 000 amperios. Pero, ¿qué llega realmente a la interfaz de soldadura? Quizás 8500. Quizás 9200. Depende de factores que su controlador nunca ve: el espesor de la capa de óxido en este lote específico de acero, la temperatura del agua de refrigeración, la alineación exacta de los electrodos que se desviaron 0,2 mm desde el último mantenimiento.
El proceso de soldadura por puntos robótica es fundamentalmente analógico en un mundo digital. Pretendemos controlar valores precisos. En realidad, negociamos con la física.
Las investigaciones demuestran que la resistencia dinámica durante la soldadura cambia constantemente, dentro de un solo ciclo, dentro de una sola soldadura. La resistencia disminuye a medida que el metal se calienta, luego aumenta al comenzar la fusión y finalmente se estabiliza al formarse la pepita. Una máquina de soldadura por puntos robótica que controla una corriente fija es como conducir un coche con el acelerador pisado a fondo. Se mueve, pero no tiene realmente el control.
Aquí es donde la automatización moderna en la soldadura por puntos se vuelve interesante. En lugar de controlar los parámetros a ciegas, los sistemas avanzados ahora escuchan lo que la soldadura les dice.
Considere el desplazamiento del electrodo. A medida que el metal se calienta y se expande, los electrodos se separan físicamente. Cuando comienza la fusión, la velocidad de expansión cambia. Cuando se forma la pepita, la curva de desplazamiento vuelve a cambiar. Esto no es sutil: son micrones de movimiento que se correlacionan directamente con la calidad de la soldadura.
Un proceso de soldadura por puntos robótico correctamente ajustado no solo proporciona corriente y esperanza. Monitorea la curva de desplazamiento en tiempo real. Sabe que si la expansión no alcanza una velocidad determinada en un milisegundo, algo falla. Quizás el electrodo esté desgastado. Quizás el ajuste de la pieza sea deficiente. Quizás el material sea diferente al especificado.
El sistema que solo registra parámetros es ciego. El sistema que los interpreta es inteligente.
Este es un escenario que atormenta a todo ingeniero de automatización de soldadura por puntos: se sueldan dos puntos separados por 50 mm. El primer punto calienta el metal. El segundo punto comienza con el metal base a 200 °C en lugar de 25 °C. La máquina de soldadura por puntos robótica aplica la misma corriente, la misma fuerza, el mismo tiempo. ¿La segunda soldadura? Completamente diferente.
La acumulación térmica es el asesino silencioso de la automatización consistente en la soldadura por puntos. El calor de las soldaduras anteriores lo cambia todo: la resistencia eléctrica, la conductividad térmica y la resistencia del material. Si se suelda demasiado cerca de un punto anterior, se está soldando metal precalentado. La pepita crece más rápido, potencialmente demasiado grande. La zona afectada por el calor cambia.
Los sistemas inteligentes compensan la situación monitorizando la temperatura entre soldaduras, ya sea mediante medición de contacto o analizando la resistencia dinámica de los primeros ciclos. Si la temperatura base es elevada, reducen la corriente o el tiempo para mantener un volumen de pepita constante.
Un importante proveedor automotriz se enfrentó a una pesadilla: fallas intermitentes de soldadura en un componente crítico del chasis. La resolución de problemas tradicional no encontró nada. Los parámetros estaban dentro de las especificaciones. Los electrodos estaban frescos. El enfriamiento era óptimo.
¿El problema? Microvariaciones en el acero entrante. Diferentes bobinas del mismo laminador presentaban ligeras diferencias en el estado de la superficie, el espesor del recubrimiento y la distribución de la aleación. Estas variaciones eran invisibles a la inspección visual, pero fatales para la consistencia de la soldadura.
La solución no fue un acero de mejor calidad, sino una automatización más inteligente de la soldadura por puntos. Al implementar algoritmos de control adaptativo que ajustaban los parámetros según los primeros 20 milisegundos de cada soldadura, el sistema compensaba la variación del material en tiempo real. Si la resistencia aumentaba más rápido de lo esperado, lo que indicaba un espesor de recubrimiento diferente, el controlador reducía la corriente para evitar la expulsión. Si la resistencia aumentaba más lentamente, añadía energía para asegurar la formación completa del nugget.
¿El resultado? La consistencia de la soldadura mejoró un 40 %. La chatarra se redujo un 60 %. La máquina robotizada de soldadura por puntos no trabajó más, sino de forma más inteligente.
El enfoque tradicional de la automatización en la soldadura por puntos presupone consistencia. Material consistente. Electrodos consistentes. Ajuste consistente. En realidad, todas las variables varían. Los electrodos se desgastan. La temperatura del agua de refrigeración fluctúa. Las propiedades del material varían entre las distintas tandas del laminador.
Un programa fijo es una apuesta a que todas estas variables se cancelarán. A veces lo hacen. A veces no. Cuando no lo hacen, se producen fallos que parecen aleatorios, pero no lo son: son respuestas deterministas a variables no controladas.
Rol no elimina la variación. La mide y responde. El proceso de soldadura por puntos robótica se convierte en un sistema de circuito cerrado: mide el desplazamiento o la resistencia dinámica, compara con el objetivo y ajusta los parámetros para la siguiente soldadura. No es magia de IA, sino teoría de control básica aplicada a un proceso que debería haber sido de circuito cerrado hace décadas.
Esta es la verdad incómoda: comprar una máquina de soldadura por puntos robótica es fácil. ¿Lograr que suelde de forma consistente, turno tras turno, con variaciones reales de material y programas de mantenimiento reales? Eso es difícil.
La diferencia entre un sistema que frustra y uno que cumple a menudo reside en la profundidad de la integración. ¿Su automatización de soldadura por puntos incluye controles adaptativos o solo programas fijos? ¿Registra datos significativos o solo recuentos de ciclos? ¿Su integrador entiende de metalurgia o solo de robótica?
Por qué la experiencia es una ventaja injusta
Llevamos integrando la automatización de la soldadura por puntos desde 1994. Antes de que se popularizara el término «Industria 4.0», ayudábamos a los fabricantes a descubrir por qué sus soldaduras fallaban el martes pero no pasaban el miércoles. Aprendimos que la respuesta no siempre estaba en el robot: estaba en el material, el agua, las puntas, las mil pequeñas variables que determinan el éxito o el fracaso.
Al trabajar con nosotros, no solo compra una máquina robótica de soldadura por puntos. Compra tres décadas de depuración, ajuste y descubrimiento de qué funciona realmente cuando la línea de producción está en marcha y las piezas siguen llegando.
Hemos enviado sistemas a todo el mundo: a plantas automotrices, fabricantes de maquinaria pesada y proveedores de primer nivel que no pueden permitirse tiempos de inactividad. Cada instalación incluye ingenieros in situ, no solo para la puesta en marcha, sino para la conversación continua sobre el significado de sus datos y cómo mejorarlos.
El proceso de soldadura por puntos robótica no es un misterio. Es física. Pero la física es compleja, y la diferencia entre la teoría y la práctica es mayor en la soldadura que en casi cualquier otro campo.
Llevamos treinta años reduciendo esa brecha. Permítanos mostrarle cómo se ve cuando la automatización en la soldadura por puntos realmente cumple su promesa: soldaduras consistentes, predecibles y de alta calidad, turno tras turno, año tras año.