Stock Code: 831045
Industrial Automation & Intelligence Solutions

Ventajas de estas maquinas orbitales para soldar:
1. Para abordar el problema del error del operador en GTAW / TIG. El proceso controlado por computadora se ejecuta con poca intervención del operador.
2. Multifunción tres en uno, se usa ampliamente para los 11 tipos diferentes de cabezales de soldadura orbital de las series KHGK, KHGC, KHB12-80.
3. Para garantizar una soldadura repetible de alta calidad, una programación exitosa monitorea las variables y realiza muestras periódicas durante su soldadura de prueba. Pantalla táctil LCD, fácil de ingresar.
4. Soldadura inteligente. 100 programaciones exitosas almacenadas en el PLC, solo elija una.
5. Alta productividad. 2-3 veces mayor que la soldadura TIG convencional.
6. Soldadura continua de 10 horas. Cabezal de soldadura calificado y sistema de energía y enfriamiento por agua.
7. Diseño integrado en el automóvil, libertad de movimiento.
8. Pequeño espacio de diseño científico
La maquinas orbitales para soldar multifunción KH-315A es una fuente de energía con sistema de control multifunción, que se adapta a las series KHGC, KHGK y KHB12-80 de cabezales de soldadura orbital de tubo y cabezal de soldadura orbital de tubo a placa de tubo.
La soldadura orbital automatica tres en uno de nuestra empresa tiene tres tipos de cabezales:
1) Los cabezales de soldadura orbital de marco abierto de la serie KHGK se utilizan para soldar tubos con un diámetro exterior de 16 mm a 300 mm y un espesor de pared de 1,5 mm a 20 mm.
2) Los cabezales de soldadura orbital de marco cerrado de la serie KHGC se utilizan para soldar tubos con un diámetro exterior de 3 mm a 180 mm y un espesor de pared de menos de 3 mm.
3) El cabezal de soldadura orbital de tubo a placa de tubo de la serie KHB12-80 se utiliza para soldar tubos a placas de tubos con un diámetro exterior de 12 a 80 mm, un máximo de 89 mm y un espesor de tubo de 1 a 6,5 mm.



NOTAS:
1. Los tubos deben ser de tipo estándar y la desviación debe estar dentro de la tolerancia de la máquina.
2. Es necesario un operador capacitado para garantizar su funcionamiento normal.
Modo de uso:
Limpiar la boquilla → Abrir una ranura estándar uniforme y simétrica según el proceso correspondiente → Asegurarse de que la junta a tope de la tubería tenga un error de medición de 1 mm → Realizar soldadura por puntos con antelación.
Programar los procedimientos de soldadura en el panel de control → Fijar la máquina al tubo a soldar (cubierta de ubicación) → Presionar el botón de inicio en el control remoto → Llenar la cámara del cabezal de la máquina con gas argón → Formar un entorno de protección de gas argón estable.
Se forma un baño de fusión estable en las piezas de trabajo → El soplete de soldadura comienza a girar → Cuando las piezas de trabajo giran 365°, el soldador comienza el proceso de reducción → La corriente disminuye gradualmente de la corriente de soldadura a la corriente de arco de cráter → Se conectan las costuras de soldadura → Este procedimiento se puede controlar ingresando el tiempo de caída.
Un fabricante alemán líder de excavadoras se ha enfrentado durante mucho tiempo a problemas como la baja eficiencia d...
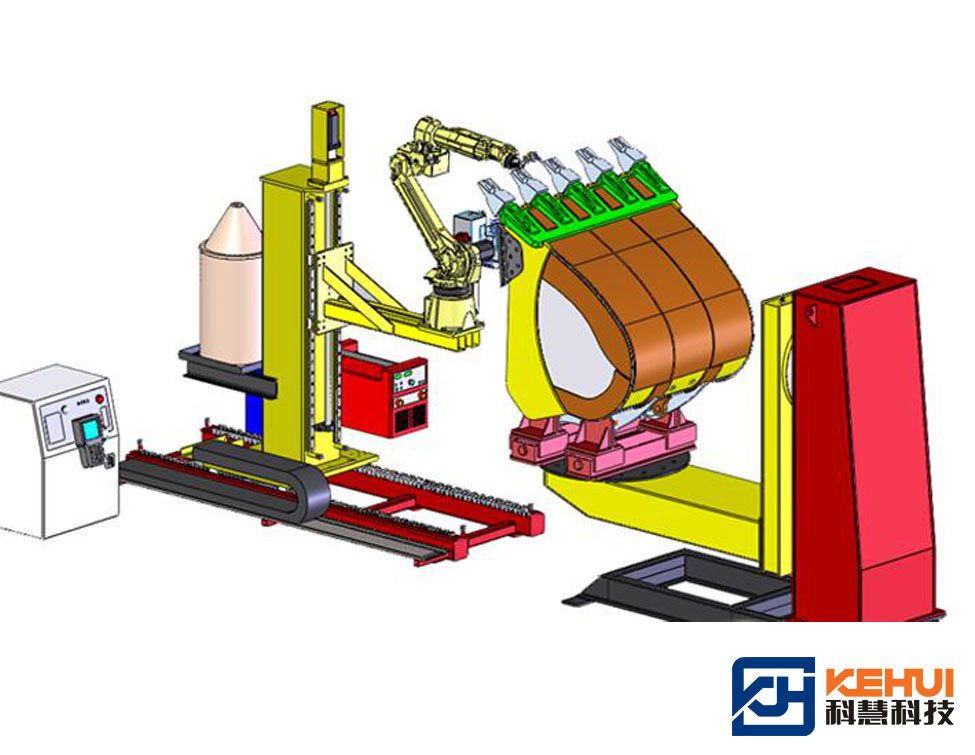
Según las necesidades del usuario, proporcionamos diseño completo de línea de producción. Incluyendo: planificación industrial, diseño electromecánico, simulación.
Proporcionar un sistema de control eléctrico y software de línea de producción completa.
Asignar ingenieros para realizar la instalación y puesta en servicio en el sitio y capacitar a los operadores.
Brindar un servicio posventa integral del producto y resolver los problemas técnicos de los clientes de manera oportuna.
Valoramos tu mensaje!
Por favor, rellene el siguiente campo. Personalizaremos la solución según sus necesidades.